Ohm’s Law
Air Heating Formulas
General Heating Formulas
Determining Installed Power
Formulas for Three Phase Circuits
Watt Density v. Total Wattage
Infrared Temperature Measurement
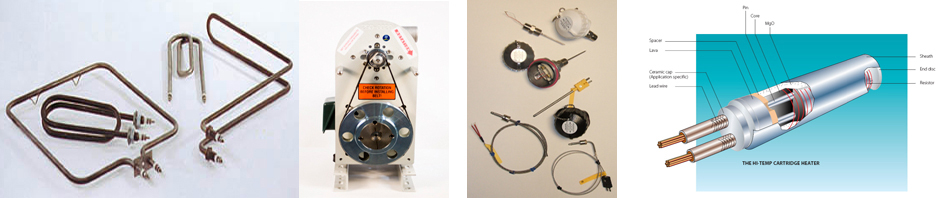
Heater Construction
Heater Sheaths
Ohm’s Law explains the interrelationship between Watts (W), Volts (E), Amps (I) , and Resistance (R). Resistance is the one variable which is constant for most resistive heaters. Watts and Amps will both change if Voltage is varied. Watts are a result of Voltage and Amps (current); changing Voltage will change Amp draw and Watts produced. The best way to determine Wattage at different Voltages is to determine Resistance, then use formulas at left or below to calculate Watts.
Volts (E), Amps (I) , and Resistance (R). Resistance is the one variable which is constant for most resistive heaters. Watts and Amps will both change if Voltage is varied. Watts are a result of Voltage and Amps (current); changing Voltage will change Amp draw and Watts produced. The best way to determine Wattage at different Voltages is to determine Resistance, then use formulas at left or below to calculate Watts.
E=volts
I=amps
W=watts
R=resistance in ohms
E (volts) = √WR = IR = W/I
I (amps) = E/R = √W/R = W/E
W (watts) = EI = I2R = E2/R
R (resistance in Ohms) = E/I = W/I2 = E2/W
Energy Required to Heat Air Flow: (Approx.)
kW = SCFM x (T2-T1)°F
2500
kW = Energy (Kilowatts) required to heat flow
SCFM = Air flow rate in standard cubic feet per minute
T2 = Temperature at heater exit
T1 = Temperature at heater inlet
1.2 = Efficiency factor (assumes 20% energy is lost)
Converting Actual CFM (ACFM) to Standard Cubic Feet per Minute (SCFM):
SCFM = ACFM x ((Pg + Patm)/Patm) x ((Tref +460)/(Tact + 460))
SCFM = Airflow in standard cubic feet per minute (corrected for temp. and pressure)
ACFM = Airflow in actual cubic feet per minute (uncorrected)
Pg = Gage pressure (psig)
Patm = Atmospheric pressure (14.7psia)
Tact = Actual air temperature (°F)
Tref = Reference air temperature (70°F)
Constants and Conversion Formulas:
Density of Air at 32°F and 14.7 psia = 1.293 kg/m3 (.081 lbs/ft 3)
Kilowatts x 3412 = BTU / hr
Meters3 / hour x 35.3 = ft3 / hr
Liters / min x 2.12 = ft3 / hr
CFH / 60 = CFM
°C = 5/9 (°F – 32)
°F = 9/5 °C + 32
Energy required for heat up:
M x c x Delta T = kW hours for heat up
3214
kW hours / hours for heat up = kW
M = Weight of Material in lbs.
c = Specific Heat of Material
Delta T = Desired temperature – starting temperature
hrs = heat up time expressed in hours
Energy required to offset losses:
Losses (watts) / square ft. x area (square ft.) = kW required to offset losses
1000
Energy required to change state:
Weight (lbs.) x latent heat of fusion = kW
3412 x heat up time (in hrs.)
Calculate the start up power – the power necessary to bring material and heating vessel to operating temperature.
Calculate operating losses – the amount of power lost through conduction, convection and radiation.
Calculate operating power – the amount of power to maintain process temperature.
Installed power – the greater of: 1. start up power or 2. operating power plus operating losses
FORMULAS FOR THREE PHASE CIRCUITS
|
Delta |
Wye |
|
IL = 1.73 x IP |
IL = IP |
|
VL = VP |
VL = 1.73 x VP |
|
WT = 1.73 VL x IL |
WT = 1.73 VL x IL |
|
WT = 3 x (VL2/R) |
WT = VL2/R |
|
WT = 3VP x IP |
WT = 3 x (VP2/R) |
VL = line voltage
VP = phase voltage
IL = line current
IP = phase current
R= resistance of each branch
WT = total wattage
WATT DENSITY vs. TOTAL WATTAGE
Most heating calculations identify total wattage required to increase and maintain temperature of a process. However, total wattage is only part of the answer.
After process wattage is calculated, the next step is calculating the proper watt density.
Watt Density is the wattage concentration on the heater surface and is calculated as follows:
Total wattage / surface area of the heater.
Watt density affects both heater life and the processed material. Different watt densities generate different surface temperatures on the element. There are two considerations when thinking about element temperatures. First, shortened heater life is the result of poor heat transfer from the element. Second, will element temperature affect the material?
Manufacturers design heaters for different watt densities. Many quality manufacturers can adjust a heater’s size or construction to fit the required watt density. For example, two cartridge heaters of same physical size can have different internal construction and thus different watt densities. Changing the design of a tubular heater (length and diameter) will vary watt density but maintain the total wattage required.
Different materials absorb heat at different rates. Guidelines and material properties are documented to assist with watt density selection. For example, using a water heater (high watt density) in asphalt will cause asphalt to scorch and likely burn. The watt density of a heater must match the material’s ability to absorb heat.
To match a heater to an application, first determine the total wattage required. Then take into account heater design and material characteristics. Correctly matching a heater to a process means looking at more than total wattage.
INFRARED TEMPERATURE MEASUREMENT
Advantages of Infrared Temperature measurement are:
- Fast Response
- Non-Contact Measurement
- Measure objects in hard to reach areas
The two most important factors in infrared temperature measurement are: emissivity of the object being measured and the application demands on the measuring device.
Emissivity is the ability of a surface to give off heat by radiation. The scale is 1.0 (perfect or complete emission of radiant energy) to 0.0. Most non-metallic materials have an emissivity between 0.95 and 0.8, for example: water (0.95), rubber (0.86 to 0.95), smooth glass (0.93) and paper (0.92 to 0.94). Metallic materials have a lower emissivity range, for example: aluminum (rough 0.05, oxidized 0.1 to 0.2) and steel (polished 0.13 to 0.4, oxidized 0.8 to 0.95).
Infrared thermometers come in many configurations – hand held to permanently mounted; normal to hazardous environment; and varying target sizes. Target sizes range from wide (3 to 1 ratio) to narrow (72 to 1 ratio) spot size.
Sheathed heaters include: tubulars (Cal-rods® ), band heaters, cartridge heaters, strip heaters, and any other type of electrically insulated heater. The characteristic shared by all sheathed heaters is the basic construction. These heaters are constructed by surrounding a resistance element with an electric insulating material then sheathing material.
Sounds simple. The resistance wire is sized to produce the desired wattage (Watts=Volts2/Resistance). Some insulating material is thrown in, and the sheath is shaped to fit the mechanical needs of the application. But like most things, reality is more complicated.
Sizing the resistance element is a combination of two factors: resistance and length. Like anything involving two variables, different combinations can yield the same result or wattage. Lowering resistance per linear unit (by using larger diameter wire or ribbon) and increasing overall length results in a resistance element with the same wattage and lower watt density. In this example, lower watt density is achieved by using more resistance element, resulting in greater material costs to the manufacturer. This difference is invisible to the end user since the sheath size is the same. However; all other factors being equal, using extra material results in longer heater life.
Some form of magnesium oxide (MgO) is commonly used as the electrical insulating material between the resistance wire and the sheath. MgO is used because of its high electrical and low thermal insulating characteristics. There are different grades of MgO available to manufacturers, the higher and purer the grade the better its insulating and heat transfer ability. Heat transfer also increases in proportion to the density of the MgO. Swaging a heater is an extra manufacturing step and results in a better transfer of heat from resistance wire to sheath.
Sheath selection and mechanical construction is a topic to be addressed in the future; however it is important to note several general points. Sheath material is determined by the application. Copper elements do not work well in a salt solution but are great in water. Mechanical construction is determined by both watt density and operating environment. Sealed heaters are necessary in wet environments, but not a necessary expense for every application. Different sheath materials withstand varying operating temperatures. Different sheath materials have different costs.
Is the most conservative heater design (and relatively more expensive heater) needed for every application? Absolutely not. The right design provides good balance between cost and heater life.
Sheathed heaters include: tubulars (Cal-rods® ), band heaters, cartridge heaters, strip heaters, and any other type of electrically insulated heater. All sheathed heaters are constructed by surrounding a resistance element with an electric insulating material then some type of sheathing material.
The sheath protects the resistance wire and insulating material from the surrounding environment, it transfers heat to the outside environment, and it can provide a way for mechanical attachment.
Heater sheaths are made from different materials and constructed in different ways. The operating environment and application determine the choice of sheath material and method of construction. Sheath material is determined primarily by the material to be heated. Considerations include: operating temperature, heat transfer ability of material to be heated, and chemical characteristics of material to be heated.
The application (the way the heater is used) is the primary factor in sheath construction. Considerations include: sealed construction (for submerging or operation in extreme environments), surrounding environment (if heater is not submerged in material), mechanical contact and fastening, physical shape required for installation, and surface area required by watt density and total wattage requirements.
Some types of sheathed heaters have fewer options than others. Tubular heater sheaths are sealed by the nature of their construction. The only open points are the terminations at each end. In contrast, most mica band cases are not sealed, and moisture can penetrate into the insulation and cause an electrical short. Likewise, there are two basic types of cartridge heater sheath construction: one with a welded cap and one with a crimped cap. One is sealed, the other is not.
Heater sheaths can be altered to fit your application. When considering the application, or when analyzing heater failure, take the heater sheath into consideration. The few additional dollars it may cost to upgrade the sheath may prevent heater failure and save money by reducing down time and maintenance labor.